



 您現(xiàn)在的位置:
您現(xiàn)在的位置:精準三軸深孔鉆床的鉆孔功能畫面介紹
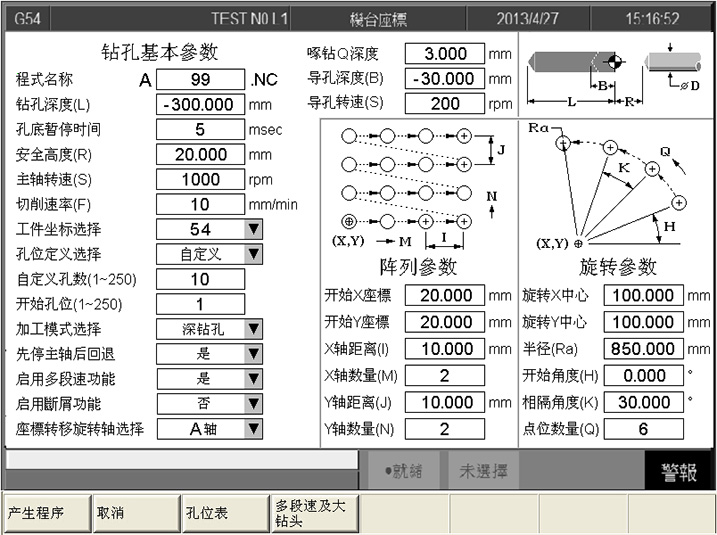
進入機床內置鉆孔編程方法:按下主界面“F3鉆孔功”能進入如上圖界面
程式名稱:產生程式時的名稱,系統(tǒng)自帶“TT”兩字母為前標。鉆孔深度:執(zhí)行陣列和旋轉加工時的孔位深度,不包括自定義孔位深度
孔底停留時間:單個孔位加工結束時,進給為零,主軸轉動延時時間
開始鉆孔高度:開始加工時距離工件加工面的高度
鉆頭回退高度:孔位加工完成后鉆頭與工件加工面面的高度
主軸轉速:加工是主軸的轉速
切屑速率:加工時Z軸的進給速度
工件坐標系:選擇在坐標系統(tǒng)中設定好的座標(G54-G59)
鉆孔定義選擇:加工方式選擇,包括自定義,陣列,旋轉
自定義鉆孔個數(shù):要鉆孔的個數(shù),必須和孔位表的孔個數(shù)相同
鉆孔攻牙選擇:供鉆孔和攻牙兩種模式選擇
先停主軸后回退:加工完成時退刀是否要停止主軸轉動
啟用多段速功能:選擇“是或者否”
啟用斷屑功能:選擇“是或者否”
陣列參數(shù):所有孔位的X或Y方向是等距離,深度相同
旋轉參數(shù):所加工孔位圍繞同一圓心,半徑相同,所間隔角度及深度相同的孔位。